December 11, 2017
Sơn cứng và tính chất phủ
1. Các lớp phủ cứng, được hình thành bởi quá trình lắng đọng hơi vật chất phản ứng (PVD), đang trở nên sử dụng rộng rãi trong ngành sơn trang trí và công cụ.
2. Lớp phủ PVD trang trí cứng, chịu mài mòn và ăn mòn nhiều hơn mạ điện trang trí, chẳng hạn như vàng và đồng, phải sử dụng lớp sơn phủ polymer để bảo vệ.
3. Vải trang trí, lớp phủ cứng đang được sử dụng cho đồ đạc ống nước, đồ thể thao, đồ ăn kim loại, khung kính, phần cứng cửa, và các ứng dụng khác mà lớp phủ phải chịu mài mòn, ăn mòn và ăn mòn trong quá trình sử dụng và làm sạch. Titanium nitride (TiN) được sử dụng cho một lớp phủ màu vàng và zirconium nitride (ZrN) trông giống như đồng thau. Titanium carbonitride (TiC x N y ) có thể có màu khác nhau từ đồng thành hồng với tím sang màu đen, phụ thuộc vào thành phần. Một nhà sản xuất phần cứng cửa cho một bảo đảm suốt đời trên đồ đạc tráng PVD của nó.
Làm thế nào để có được bộ phim chất lượng cao cứng phủ?
1. Để có được lớp vỏ cứng, căng, chịu mài mòn và chống ăn mòn nhất, nhiệt độ nền nên càng cao càng tốt.
2. Và việc bắn phá đồng thời bởi các hạt có kích thước nguyên tử năng lượng (mạ ion) trong thời gian lắng đọng phản ứng nên được sử dụng.
3. Khi phủ bề mặt nhạy cảm với nhiệt độ như chất dẻo, nhiệt độ phải được giữ ở mức thấp, và sự bắn phá đồng thời có thể được sử dụng để làm dầy bộ phim.
4. Một kỹ thuật để phủ các vật liệu nhạy cảm với nhiệt độ sử dụng sự lắng đọng của nhiều lớp mỏng, cách nhau bởi thời gian làm mát. Điều này được thực hiện bằng cách gắn các bộ phận trên một vật cố quay được truyền ở phía trước của nguồn lắng đọng nhiều lần.
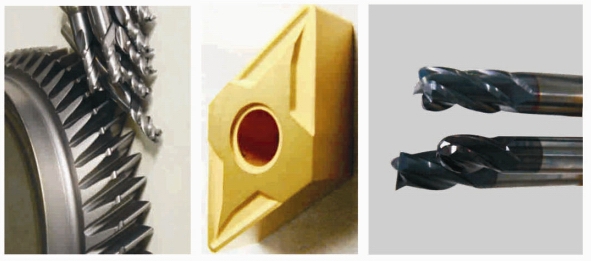
5. Các lớp phủ PVD cứng cũng được sử dụng cho các công cụ máy phủ như khoan, dụng cụ chèn bằng máy tiện, tem và đấm và các công cụ tạo hình đắt tiền (như khuôn phun cho chất dẻo).
6. Lớp phủ cứng PVD là thuận lợi cho các công cụ tạo khuôn, trong đó quá trình này không làm thay đổi kích thước vật lý của phần đáng kể.
Trong nhiều trường hợp, lớp phủ TiN có thể được tước từ bề mặt dụng cụ, để sửa chữa và làm lại, mà không tấn công vật liệu nền.
Nói chung các máy công cụ có thể được làm nóng hoặc nhiệt độ khá cao trong quá trình lắng đọng. Ví dụ, trong lớp phủ thép khoan cứng, bề mặt được làm nóng đến 450 ℃ hoặc hơn trước khi lắng đọng được bắt đầu. Việc gia nhiệt trước có thể được thực hiện bằng cách bắn phá ion, cũng làm xáo trộn bề mặt, hoặc bằng cách sử dụng các nguồn nhiệt khác trong buồng lắng lắng.
7. Lớp phủ công cụ công nghiệp có độ dày từ 1 micron đến 15 micron. Ngoài việc bị cứng và dày đặc, lớp phủ của dụng cụ cũng phải có độ dẻo dai cao để hạn chế sự bắt đầu và sự nứt gãy, và có thể có một số áp suất nén để ngăn cản sự lan truyền của nứt gãy. Các loại sơn công cụ phổ biến nhất là: TiN, TiC x N y và TiAlN 2 , trong khi các lớp phủ khác như zirconium nitride, hafini nitride, cacbua titan và nitride chromium thường ít được sử dụng hơn.